
The development of QP processing is based on a new understanding of carbon diffusion in martensite/austenite mixed microstructures, aiming to achieve higher-strength steels with TRIP (Transformation-Induced Plasticity) effects.
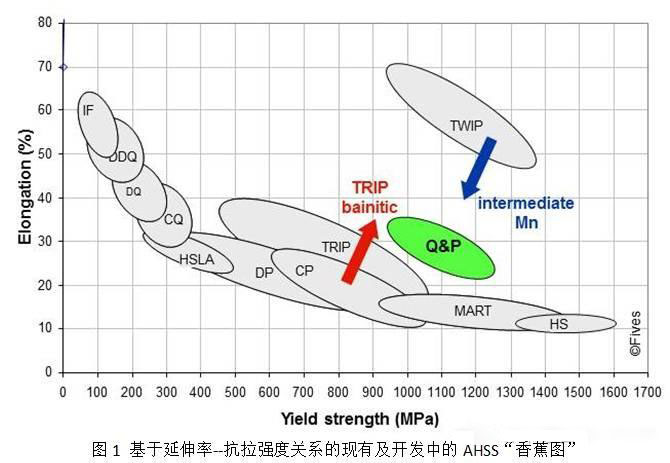
QP steel belongs to the third generation of advanced high-strength steels (AHSS) for automotive applications, typically exhibiting the following mechanical properties:
Tensile strength: 800–1500 MPa
Elongation: 15%–40%
This combination of high strength and excellent ductility makes QP steel ideal for lightweight automotive structural components that require both crash resistance and formability.
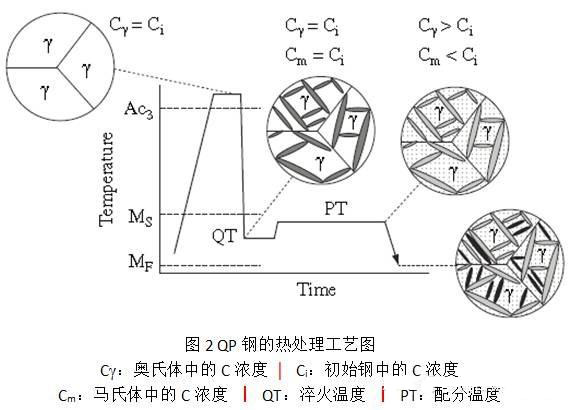
I. Process Principle
The principle of QP (Quenching and Partitioning) steel processing involves heating the steel to the austenitizing zone (or two-phase region) and holding it isothermally for a period. It is then rapidly cooled to the quenching temperature (QT) between Ms (martensite start temperature) and Mf (martensite finish temperature), where it is held to form a controlled amount of martensite. Subsequently, the temperature is raised to the partitioning temperature (PT), which is above Ms, and held isothermally to allow carbon enrichment of the retained austenite.
II. Room-Temperature Microstructure of QP Steel
The room-temperature microstructure of QP steel primarily consists of carbon-depleted lath martensite and carbon-enriched retained austenite.
-
The martensitic structure ensures high strength, while the retained austenite enhances ductility through transformation-induced plasticity (TRIP) during deformation.
-
This enables QP steel to achieve a tensile strength of up to 1500 MPa while maintaining an elongation of 15%.
III. Key Technical Parameters for QP Steel Production
The critical factor in QP steel production is precise heat treatment temperature control, including:
-
Annealing heating rate
-
Annealing temperature and duration
-
Slow cooling rate and temperature
-
Quenching cooling rate and temperature
-
Partitioning temperature and time
Process Optimization:
-
Higher heating rates, intercritical annealing, and lower slow-cooling rates/temperatures promote ferrite formation, stabilize austenite, and improve elongation.
-
Faster quenching rates ensure martensite formation, guaranteeing high strength.
IV. QP Steel Heat Treatment Process Flow and Corresponding Microstructure Morphology
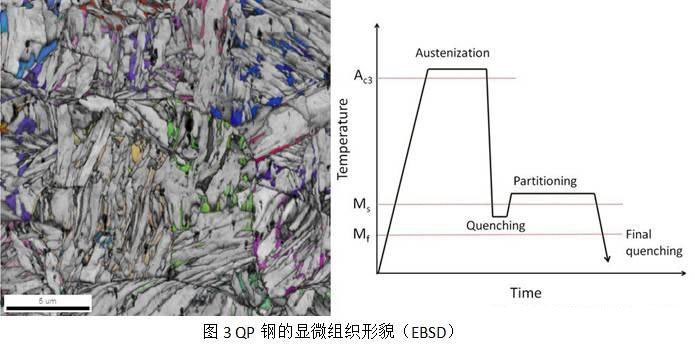
Left Image:
A typical micrograph of QP steel captured using EBSD-based Orientation Imaging Microscopy (OIM).
-
Colored grains: Represent retained austenite.
-
Light gray grains: Correspond to primary quenched martensite (partitioned).
-
Dark gray grains: Indicate secondary quenched martensite (unpartitioned).
Right Image:
Schematic diagram of the Q&P (Quenching & Partitioning) heat treatment process.
-
Primary quenched martensite: Forms during the first quenching stage.
-
Secondary quenched martensite: Forms during the second quenching stage.
(© Max-Planck-Institut für Eisenforschung GmbH)
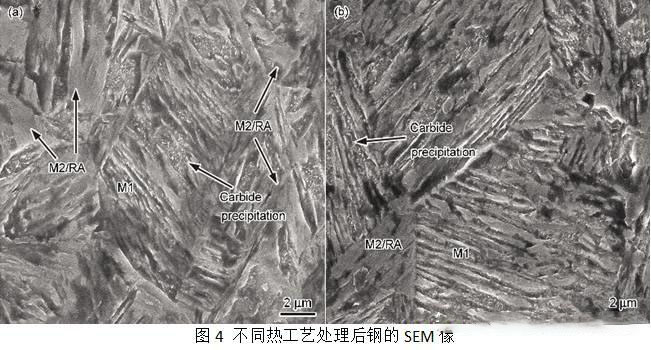
(a) Q&P: Quenching + Partitioning
(b) I&Q&P: Intercritical Annealing + Quenching + Partitioning
(M1: Primary Quenched Martensite │ M2: Secondary Quenched Martensite │ RA: Retained Austenite)
V. Development Progress and Application Cases
Currently, Baosteel's QP steel series has been developed into a comprehensive product portfolio, including:
-
Surface treatments: Uncoated, hot-dip galvanized (GI), and galvannealed (GA) variants;
-
Strength grades: 980MPa, 1180MPa, and other levels;
-
Performance characteristics: High ductility, high hole expansion ratio, and other tailored properties.
This diversified product lineup meets the customized demands of various users.
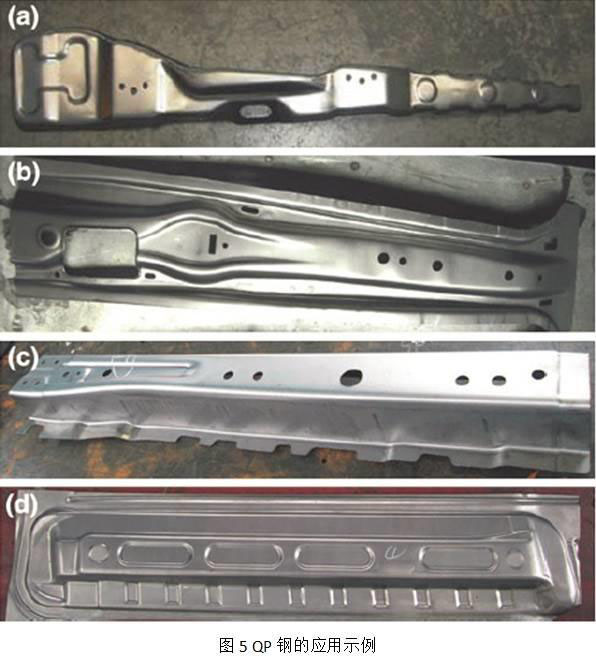
(a) B-pillar reinforcement (left/right part), material: 980 QP; thickness: 2.0 mm;
(b) B-pillar inner component, material: 980 QP; thickness: 1.2 mm;
(c) Front floor side rail, material: 980 QP; thickness: 1.8 mm;
(d) Inner door panel (left/right part), material: 980 QP; thickness: 1.0 mm.



Baoshan District,
Shanghai, China.
